動(dòng)機(jī)氣缸體與氣缸蓋裂紋故障診斷與排除")
動(dòng)機(jī)氣缸體與氣缸蓋裂紋故障診斷與排除")
動(dòng)機(jī)氣缸體與氣缸蓋裂紋故障診斷與排除")
發(fā)動(dòng)機(jī)氣缸體與氣缸蓋裂紋故障診斷與排除
12-05
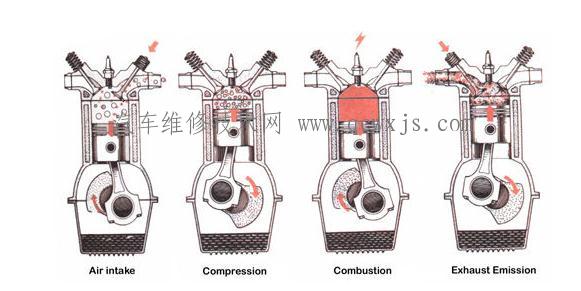
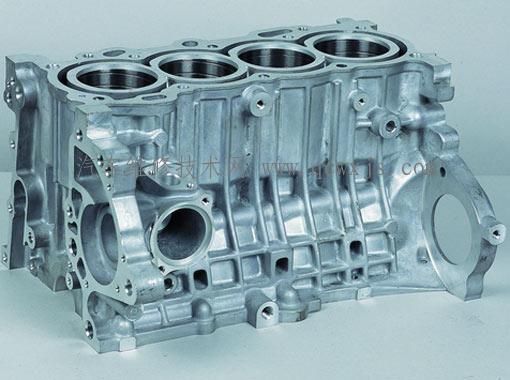
發(fā)動(dòng)機(jī)氣缸體與氣缸蓋容易產(chǎn)生裂紋的部位往往與他們的結(jié)構(gòu)有關(guān),不同形式的發(fā)動(dòng)機(jī)易出現(xiàn)裂紋的部分各自有它一定的規(guī)律性。發(fā)動(dòng)機(jī)的氣缸體與氣缸蓋一般是采用灰鑄鐵、合金鑄鐵及鋁合金鑄造的 ,它的結(jié)構(gòu)形狀復(fù)雜,其工作是在高溫、高壓、熱負(fù)荷和交變載荷下進(jìn)行的。因此氣缸體和氣缸蓋常出現(xiàn)砂眼和裂紋等現(xiàn)象。
氣缸體與氣缸蓋的裂紋故障現(xiàn)象
①發(fā)動(dòng)機(jī)排白煙。 ②怠速運(yùn)轉(zhuǎn)時(shí),打開水箱蓋看到水箱冒氣泡 ③缸壓低。
氣缸體與氣缸蓋的裂紋故障原因
①氣缸體與氣缸蓋水套壁厚較薄。
②水垢集聚過多而散熱不良。
③缸體結(jié)冰凍裂、冷熱急劇變化、碰撞受振。
④鑄造時(shí)的殘余應(yīng)力影響。
⑤發(fā)動(dòng)機(jī)在高速運(yùn)轉(zhuǎn)時(shí)的慣性、熱應(yīng)力、氣缸體受交變應(yīng)力作用等原因,使水套壁產(chǎn)生裂紋。
⑥氣門座\氣缸套鑲配次數(shù)過多,壓配工藝不當(dāng)或過盈量過大
比如: 缸蓋的排發(fā)動(dòng)機(jī)氣缸體與氣缸蓋容易產(chǎn)生裂紋的部位往往與他們的結(jié)構(gòu)有關(guān),不同形式的發(fā)動(dòng)機(jī)易出現(xiàn)裂紋的部分各自有它一定的規(guī)律性。發(fā)動(dòng)機(jī)的氣缸體與氣缸蓋一般是采用灰鑄鐵、合金鑄鐵及鋁合金鑄造的 ,它的結(jié)構(gòu)形狀復(fù)雜,其工作是在高溫、高壓、熱負(fù)荷和交變載荷下進(jìn)行的。因此氣缸體和氣缸蓋常出現(xiàn)砂眼和裂紋等現(xiàn)象。
氣缸體與氣缸蓋出現(xiàn)裂紋的原因有 :
( 1) 發(fā)動(dòng)機(jī)功率大,轉(zhuǎn)速高 ,在高轉(zhuǎn)速時(shí) ,慣性力 大 ,底板應(yīng)力大 ,易出現(xiàn)裂紋 。
( 2) 氣缸體結(jié)構(gòu)復(fù)雜 ,各處壁厚不均衡 ,在一些 薄弱部位 ,剛度低易出現(xiàn)裂紋 。
( 3) 在高轉(zhuǎn)速時(shí) ,曲軸產(chǎn)生振動(dòng) ,增加了缸體的 負(fù)荷 ,在薄弱部位發(fā)生裂紋 。
( 4) 加工部位與未加工部位 ,壁厚不同部位的過 渡處都將產(chǎn)生應(yīng)力集中。當(dāng)應(yīng)力集中與鑄造時(shí)的殘 余內(nèi)應(yīng)力疊加時(shí) ,易產(chǎn)生裂紋 。 ( 5) 使用不當(dāng) ,如發(fā)動(dòng)機(jī)長(zhǎng)時(shí)間在超負(fù)荷條件下 工作 ,則缸體內(nèi)應(yīng)力過大 ,造成汽缸體裂紋比率大 。
( 6) 在發(fā)動(dòng)機(jī)處于高溫狀態(tài)下突然加入冷水 ,造 成氣缸體熱應(yīng)力過大 ,使氣缸體產(chǎn)生變形和裂紋 。
( 7) 水套中水垢過厚 ,減小了冷卻水的通過 ,同 時(shí)由于水垢?jìng)鳠嵝圆?,降低了發(fā)動(dòng)機(jī)的散熱性能 ,特 別是氣缸之間 、氣門之間的水道阻塞后 ,嚴(yán)重影響它 的散熱 ,使局部工作溫度升高 ,熱應(yīng)力過大 ,易出現(xiàn) 在嚴(yán)冬季節(jié) ,驟加高溫?zé)崴?。
( 9) 在修理作業(yè)中未能嚴(yán)格執(zhí)行工藝要求 ,如氣 缸蓋螺栓未能按規(guī)定的順序和扭矩緊固, 緊固力不均勻等 ,從而導(dǎo)致氣缸變形和螺栓孔附近產(chǎn)生裂紋 。
氣缸體與氣缸蓋的裂紋故障診斷檢查與排除
氣缸體、氣缸蓋等零件的裂紋 ,通常采用水壓試驗(yàn)進(jìn)行檢驗(yàn)。
水壓試驗(yàn)法
試驗(yàn)方法是將氣缸蓋及襯墊裝在氣缸體上,將 水壓機(jī)出水管接頭與氣缸前端連接好 ,并封閉所有 水道 ,然后將水壓入缸體水套中 , 要求壓力為 30 ~ 40 k Pa ,保持 5 mi n ,如氣缸 ,氣缸蓋由里向外有水珠 滲出 ,即表明該處有裂紋。
鑲換氣缸套 、氣門座圈及 氣門導(dǎo)管后應(yīng)再進(jìn)行一次水壓試驗(yàn)。在沒有水壓機(jī) 的情況下 ,可用自來水及氣泵將水注入氣缸體 、氣缸 水套內(nèi) 。
敲擊檢驗(yàn)法
另外 ,對(duì)缸體還可采取敲擊檢驗(yàn)方法 。將 氣缸體侵入煤油或柴油中片刻 ,取出后將表面擦干 , 撒上一層白堊粉 ,然后用小錘敲擊 ,在裂紋處會(huì)出現(xiàn) 油痕 。此法適用于金屬疲勞裂紋的檢驗(yàn) 。 4 氣缸體與氣缸蓋裂紋的修理 氣缸體 、氣缸蓋裂紋與破裂的修理方法有粘結(jié) 、 焊接和螺釘填補(bǔ)等 。具體采用那種方法應(yīng)根據(jù)裂紋 的大小 、程度和部位未確定 。
粘 結(jié) 法
大 部 分 裂 紋 可 采 用 粘 結(jié) 法 修 復(fù) 。 常采用環(huán)氧樹脂粘結(jié) , 它具有粘結(jié)力強(qiáng) 、收縮性小 、 耐疲勞等優(yōu)點(diǎn) , 同時(shí)工藝簡(jiǎn)單 、操作方便 、成本低 。 其主要缺點(diǎn)是不耐高溫 ,不耐沖擊等 ,而且在下一次 所以 ,除了燃燒室 、氣門座附近的高溫區(qū)以外 ,其余 均可采用此法 。對(duì) 于工作溫度較高的部位如燃 燒 室 、氣門座附近在鑲氣門座與氣門導(dǎo)管前發(fā)現(xiàn)成孔 有局部裂紋 ,可采用扣合鍵無機(jī)粘結(jié)劑法修理 ,它可 以防止漏水 ,可承受 600 ℃的高溫 ,抗壓性能良好 。 對(duì)破洞和裂紋集中部位 ,可以采用補(bǔ)板加環(huán)氧 樹脂 粘結(jié)法修理 。用螺釘固定補(bǔ)板 ,其間涂以環(huán)氧 樹脂以保持其密封 。
焊接法
焊接可分為冷焊和熱焊兩種 。熱焊時(shí) ,將工件預(yù)熱到 600 ~ 700 ℃進(jìn)行焊接 , 焊縫金屬冷卻緩慢 ,零件冷卻時(shí)各處溫差小 ,不易形 成較大內(nèi)應(yīng)力 ,防止了零件產(chǎn)生白口和裂紋 。但是 熱焊易產(chǎn)生變形和氧化比較嚴(yán)重,工藝復(fù)雜,工人勞 動(dòng)條件差 。 冷焊一般不預(yù)熱 ,工藝順序是 : ①焊前準(zhǔn)備 ,徹底清潔油污水垢 , 檢查裂紋方向及起至點(diǎn),用 215 mm鉆頭沿著裂紋鉆一排孔 。注意排孔的起至 點(diǎn)分別超出裂紋兩端 4~5 mm ,排孔深度為該處壁 厚的 2/ 3 ,然后修整出 60°~70°的 V 型坡口 ,下部保 持 曲線形狀 ,坡口兩側(cè) 25 mm 以內(nèi)的表面用鋼絲刷 或 砂布打光 。焊前清除坡口底部裂紋中殘留的油污 水 分并烘干 。 ②焊接時(shí) ,用“小電流 、分段 、分層”錘 擊 ,以減少焊接應(yīng)力和變 形 。采 用 直 徑 為 215 mm 的鑄 607 焊條 ,電流 90 A 且電流極性為直流反接 。 ③焊接時(shí) , 應(yīng)在室 內(nèi) 避 風(fēng) 處 進(jìn) 行 , 將 工 件 稍 加 預(yù) 熱 ( 200~500 ℃) 后施焊 ,焊接效果更好 。
堵漏劑堵漏法
堵漏劑是由水玻璃 ,無機(jī)聚沉劑 、有機(jī)絮凝劑 、 無機(jī)填充劑和粘接劑等組成的膠狀液體 ,適用于鑄 鐵或鋁缸體所出現(xiàn)的裂紋 、砂眼等缺陷的堵漏 。若 裂紋寬度 、砂眼孔徑超過013 mm 時(shí)最好不用這種 方法修復(fù) 。堵漏劑堵塞裂紋適于細(xì)小裂紋或有微量 滲漏時(shí)采用 。裂紋長(zhǎng)度超過 40~50 mm 時(shí) ,可在裂 紋兩端鉆 3~4 mm 的限制孔 ,并點(diǎn)焊或攻絲擰上螺 絲 ,防止裂紋擴(kuò)展 。同時(shí) , 每間隔 30 ~ 40 mm 鉆孔 (不鉆通) 點(diǎn)焊或攻絲擰上螺釘 ,避免工作中的振動(dòng) 使裂紋擴(kuò)展 。
(出自WWW.qсWxjs.com )
相關(guān)內(nèi)容

發(fā)動(dòng)機(jī)無故障碼故障診斷維修
汽車維修知識(shí)
09-17
有時(shí)候我們維修發(fā)動(dòng)機(jī)故障,如何發(fā)動(dòng)機(jī)無故障碼該怎么維修呢,下面我們一起來看一下當(dāng)確認(rèn)無存在時(shí),從故障現(xiàn)象人手,根據(jù)控制系統(tǒng)的工作原理...
