動機正時皮帶校對")
動機正時皮帶校對")
動機正時皮帶校對")
動機正時皮帶校對")
動機正時皮帶校對")
動機正時皮帶校對")
動機正時皮帶校對")

雪鐵龍C5 2.0 EW10A發(fā)動機正時皮帶校對
02-22
雪鐵龍C5 2.0 EW10A發(fā)動機正時皮帶校對方法如下
一、雪鐵龍C5 2.0 EW10A發(fā)動機正時皮帶的拆卸
在拆卸正時皮帶之前
(1)首先斷開車輛蓄電池的負極電纜接頭。
(2)用舉升機舉升車輛,使兩個前輪離開地面。(3)拆下發(fā)動機裝飾}V-蓋。
(4)松開發(fā)動機供油管并將其移至一旁。
(5)拆下發(fā)動機附件傳動皮帶。
(6)將發(fā)動機固定在吊具上(通過發(fā)動機上的兩個吊耳),使用車間舉升機將其舉升到合適位置。
(7)拆下螺栓(如圖1中1所示)。
(8)將冷卻液儲存罐挪到一邊,以便下一步的拆裝。
(9)拆卸:
①2個螺栓(如圖1中2所示)。
②發(fā)動機懸置臂。
③發(fā)動機上部正時吊蓋(如圖1中3所示)。
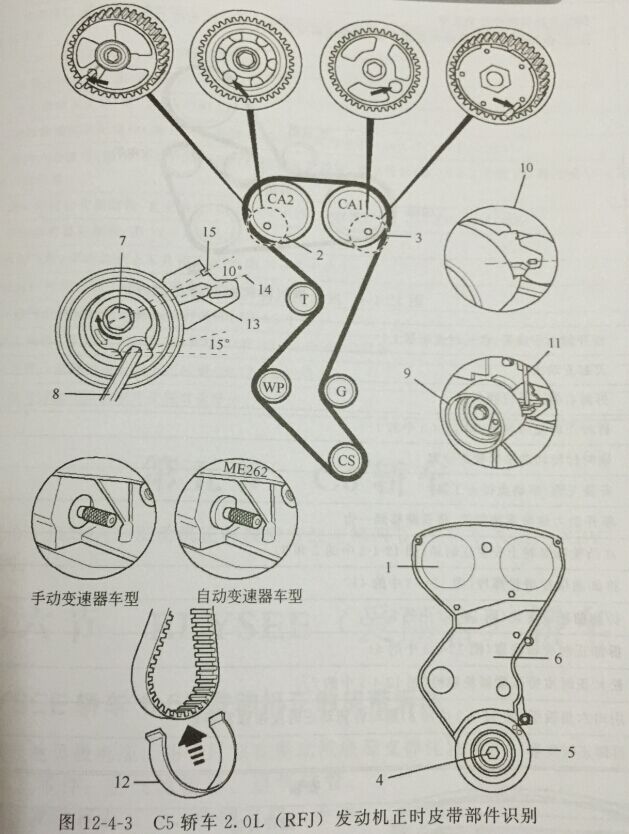
(10)采用曲軸皮帶輪(圖2中7所示)螺栓(圖2中6所示)轉動發(fā)動機,直至發(fā)動機處于銷連接位置被固定的狀態(tài)。
使用專用工具(0194-A①將發(fā)動機進氣凸輪軸正時皮帶輪(圖2中5所示)定位。
②將發(fā)動機排氣凸輪軸止時皮帶輪(圖2中4所示)定位。(11)如圖3中A:手動變速器的銷連接。如圖3中B:白動變速器的銷連接。
(12)通過曲軸皮帶輪(圖2中6所示)的螺栓(圖2中7所示)轉動發(fā)動機至定位位置。將曲軸用固定桿固定,使用上具0189-R。
(13)如果沒有將曲軸和凸輪軸進行銷住,則不得拆下曲軸皮帶輪(圖2中6所示)。
(14)拆卸:
①曲軸皮帶輪螺栓(圖2中7所示)。
②曲軸皮帶輪(圖2中6所示)。
(15)拆卸:
①4個螺栓(圖4中8所示)。
②發(fā)動機下部正時罩蓋(圖4中10所示)。
③擰松張緊輪螺栓(圖4中12所示)。
④順時針方向旋轉發(fā)動機正時皮帶張緊輪(圖4中11所示)。
⑤拆下發(fā)動機正時皮帶(圖4中9所示)。
(1)轉動張緊輪(如圖5中11所示),使用工具0189-S1穿過凹槽(如圖5中b所示)。
(2)將工具0189-S2置于指針(如圖5中a所示)處將其鎖止,然后取下工具0189-S1。
(3)檢查張緊輪的張力(圖5中11所示),使張緊輪(圖6中14所示)和冷卻液泵能自由轉動(不能存在間隙和轉動時有明顯阻力)。同時,應檢查確認張緊輪沒有噪音、沒有潤滑脂痕跡。檢查這幾個輪子的表面狀況,不應存在異常狀態(tài)。檢查發(fā)動機機油泵和凸輪軸上的密封圈的密封情況是否良好。
(4)注意事項:檢查鍵槽(如圖6中16所示)是否存在
(5)將新正時皮帶定位在曲軸小齒輪(如圖6中巧所示)上。使用工具0189-K固定正時皮帶。
嚴格按照下列順序,安裝正時皮帶:
①導輪(如圖6中14所示)。
②發(fā)動機進氣凸輪軸皮帶輪。
③發(fā)動機排氣凸輪軸皮帶輪。
④冷卻液水泵皮帶輪(如圖6中13所示)。
⑤張緊輪。
⑥注意事項:使皮帶盡量與每個皮帶輪和張緊輪的外側邊緣平齊。
拆卸:
①工具0189-K。
②發(fā)動機排氣凸輪軸0194-A的工具。
③來自張緊輪0189-S2的工具。
④注意事項:適當放置工具0194-A,以鎖住發(fā)動機進氣凸輪軸皮帶輪。
清潔:
①曲軸螺紋(使用14 X 150mm絲錐)。
②曲軸皮帶輪螺栓。
(9)擰上固定螺釘,但不要擰緊。
(10)安裝:
①發(fā)動機下部正時罩蓋。
②4個螺栓。
③曲軸皮帶輪。
④曲軸皮帶輪螺栓。
(11)如果正時皮帶過緊,必須在發(fā)動機冷機狀態(tài)下執(zhí)行此項操作。
①按箭頭(如圖7中d所示)的方向轉動張緊輪(圖7中11所示)的輪毅,使用六角頭扳手(在圖7中c處)(反時針方向)。
②把定位調節(jié)裝置(如圖7中a所示)定位在過緊位置(如圖7中b所示)。指針(如圖7中a所示)超過凹槽(如圖7中e所示)的角度必須至少為10°。如果不是這種情況:更換張緊輪或正時皮帶和張緊輪總成。
(12)張緊固定件期間,張緊輪(如圖7中11所示)不得轉動,如果不是這種情況,重新進行正時皮帶張緊操作。
(13)擰緊螺栓(如圖7中12所示)。拆下工具0189-R和0194-A。
(14)擰緊曲軸皮帶輪螺栓。
(15)按發(fā)動機的轉動方向轉動曲軸10圈。切勿反向轉動曲軸,不要給正時皮帶施加壓力或外力。
(16)固定曲軸和凸輪軸:
①曲軸,使用工具0189-R。
②發(fā)動機進氣凸輪軸正時皮帶輪,使用工具0194-A。
(17)注意:如果曲軸和凸輪軸不能被專用工具鎖住,則重新進行重裝操作。
(18)松開曲軸皮帶輪螺栓。
(19)調節(jié)發(fā)動機正時皮帶至最終要求的張力。
(20)擰松張緊輪螺栓(如圖8中12所示)。將張緊輪(如圖8中11所示)保持在該位置:使用六角頭扳手(在圖8中C處)。
(21)順時針轉動張緊輪(如圖8中11所示璐定位銷(如圖8中a所示)定位至位置(如圖8中e所示)。指針(如圖8中a所示)不得超過凹槽(如圖8中e所示)。如果不是這種情況,重復正時皮帶過緊和張緊操作。
(22)擰緊張緊輪的螺栓。注意:張緊固定元件期間,張緊輪不得轉動。如果不是這種情況,重新進行正時皮帶張緊操作。
(23)安裝新曲軸皮帶輪螺栓。
(24)拆下上具0189-R和0194-A。
(25)檢查發(fā)動機正時皮帶張緊度是否符合要求。
①按照發(fā)動機曲軸的運轉方向轉動曲軸2圈。切勿反向轉動曲軸,不要給正時皮帶施加壓力或外力。
②插入銷釘以固定發(fā)動機進氣凸輪軸正時皮帶輪,使用工具0194-A。
③如果張緊輪指針(如圖8中a所示)不處于其調整位置(如圖8中e所示):重新進行安裝正時皮帶的張緊操作。
④拆下工具0194-A。
①發(fā)動機上部正時罩蓋。
②發(fā)動機懸置臂。
③2個螺栓。
④冷卻液儲存罐。
⑤螺栓。
⑥發(fā)動機附件傳動皮帶。
(26)從發(fā)動機兩邊的吊耳上拆下吊具。
(27)定位并固定發(fā)動機供油軟管。
(28)重新安裝發(fā)動機裝飾罩蓋。
(29)用舉升機降低車輛。
(30)重新連接蓄電池負極電纜接頭而后進行發(fā)動機運轉試驗,以確定整個正時皮帶的安裝過程是正確的。